钣金自动化加工流程解析
在智能制造浪潮的推动下,钣金加工行业正加速向自动化、柔性化转型。如今,一套完整的钣金智能柔性生产线已实现全流程数字化管控,涵盖产品设计、智能下料、精准折弯、自动化焊接、激光打标等核心环节。江苏胜驰凭借对行业需求的深刻洞察,能够根据不同客户的产品特性、产能要求等具体需求,量身定制专属的自动化钣金柔性生产线方案,助力企业降本增效、提升产品品质。
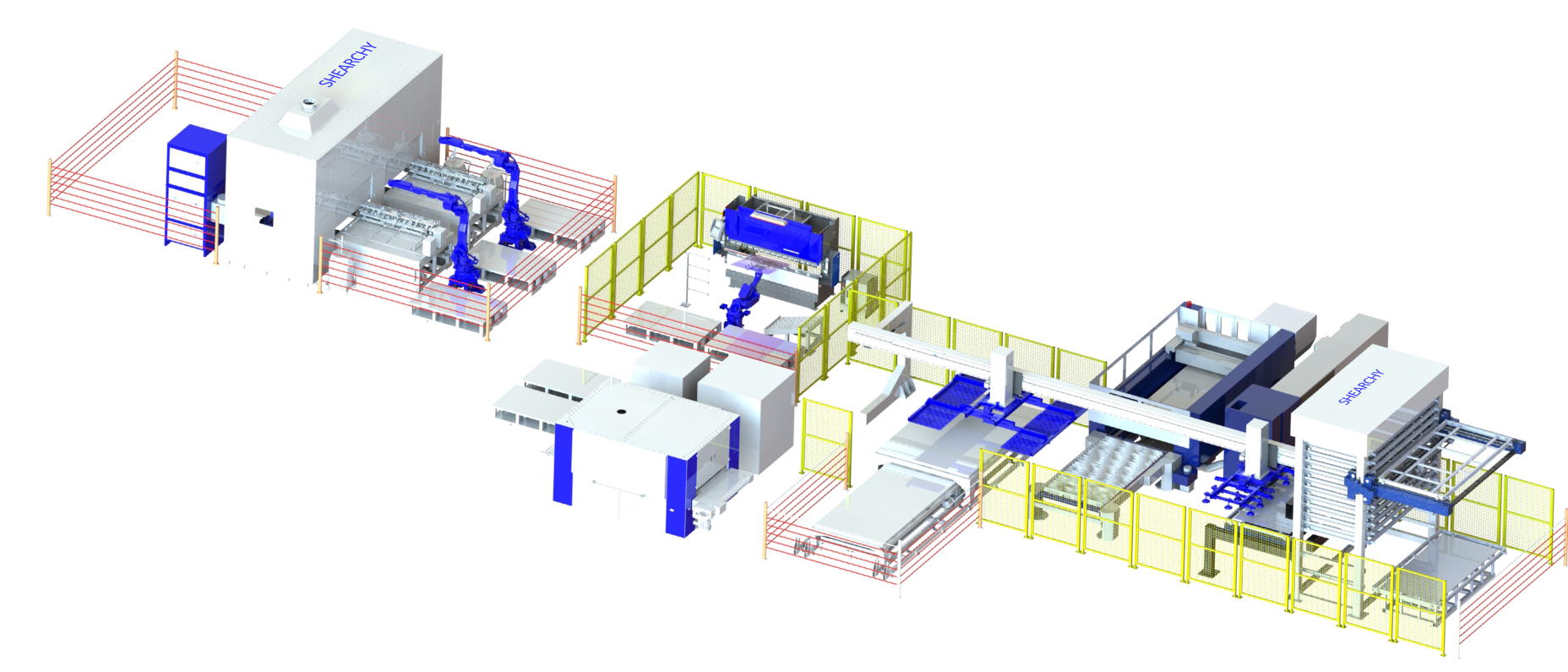
相较于传统人工加工模式,钣金自动化加工通过多台机器人协同作业与智能设备联动,实现了从原材料投入到成品输出的全流程无人化或少人化操作,其核心流程清晰且高效,具体如下:
第一步,原材料精准上料。工作人员将钣金原材料(如钢板、铝板等)按照规格分类放置在指定的原料缓存区,该区域配备智能定位装置,可确保原材料摆放位置的一致性,为后续机器人抓取提供精准坐标基准,为全流程自动化奠定基础。
第二步,智能激光下料。首个上下料机器人根据系统预设程序,精准抓取原料缓存区的钣金材料,平稳转运至激光切割机的工作台上,并完成自动定位与夹紧。随后,激光切割机依据前期导入的产品数字化模型,启动高精度切割作业,快速完成零件的轮廓切割与孔位加工。激光切割技术的应用不仅保证了切割精度误差控制在毫米级,还大幅提升了切割效率,尤其适用于复杂形状零件的加工。
第三步,分流式折弯成型。切割完成后,第二个辅助折弯机器人立即精准抓取切割后的工件,直接转运至折弯机工作台进行折弯成型作业。针对部分无需折弯工序的工件,系统会自动识别并发出指令,由第一个上下料机器人将其从激光切割机工作台上取下,放置在专属的待处理区域,实现不同工艺需求工件的高效分流,避免工序混淆。
第四步,工序分流与待焊定位。经过定位校准与折弯成型的工件,将再次进入分流环节。系统通过视觉检测技术自动判断工件是否需要焊接:无需焊接的工件会被转运至成品预处理区域,由AGV自动导引车或智能传输带精准运至指定位置待后续处理;需要焊接的工件则会被精准放置在专用焊接夹具上,夹具通过气动夹紧装置实现工件的快速定位固定,确保焊接过程中工件不会发生位移,保障焊接精度。
第五步,自动化焊接作业。第三个焊接机器人搭载高精度焊接枪头,根据预设的焊接路径与参数,对固定在夹具上的工件进行自动化焊接。焊接过程中,系统实时监测焊接电流、电压等关键参数,一旦出现异常立即停机报警,有效避免焊接缺陷。相较于人工焊接,自动化焊接不仅提升了焊接效率,更保证了焊接接头的一致性与稳定性,大幅降低了不良品率。
第六步,后处理工序联动。焊接完成后的工件将进入后处理环节,系统再次通过视觉检测判断是否需要打磨、抛光等表面处理:无需表面处理的工件,由AGV或智能传输带直接送往成品缓存区;需要打磨抛光的工件,则由第四个打磨抛光机器人完成表面打磨、抛光及去毛刺等处理,使工件表面达到平整光滑的精度要求,满足后续装配或涂装需求。
第七步,增值工序补全。若工件还需完成折弯后的二次激光切割、压铆、攻丝等增值工序,系统将自动调度第五个多功能机器人完成相应操作。该机器人可快速切换不同工装夹具,适配多种工序需求,实现工序的灵活补全,至此,工件的核心钣金加工流程基本完成。
值得注意的是,整套柔性生产线仅需4-6台不同功能的机器人协同作业,即可完成全流程钣金加工。江苏胜驰指出,这类柔性生产线具有投资成本可控、占地面积小、产能可调等优势,特别适合中小规模专业钣金加工企业引入,能够帮助企业在控制成本的同时,快速提升生产效率与产品竞争力。
此外,该钣金柔性生产线还具备极强的拓展性。若客户需求中包含清洗、表面喷涂、烘干、包装运输等更多后续工序,可直接新增相应自动化设备并融入现有生产线,实现全产业链自动化覆盖。同时,生产线可搭载MES生产执行系统,实现对原材料采购、各加工环节进度、产品质量检测、设备运行状态等全流程的实时监控与数据追溯,为企业精细化管理提供数据支撑,进一步提升企业核心竞争力。