钣金加工自动化技术选择与柔性生产线
钣金加工行业,合理选择自动化技术并匹配适配的生产模式,是提升生产效率、保障产品质量、增强企业竞争力的关键。
一、钣金加工核心认知
钣金加工是对金属板材进行塑性成形与切削的综合性工艺,核心工序包括压弯、切割、卷圆、冲压/冲孔等。该类工艺具有显著的大批量、重复性特征,人工操作易出现效率瓶颈、精度波动等问题,为机器人及自动化技术的应用提供了天然场景。
需特别注意的是,钣金加工自动化方案具有强烈的“定制化”属性,必须结合企业产品类型、工艺路线、产能需求等核心要素,联合设备厂家及专业技术人员开展方案论证——技术人员可基于材料特性(如板材厚度、材质硬度)与工艺要求,提供更具针对性的技术选型建议。
二、钣金加工自动化技术选择逻辑
自动化技术的选择核心取决于“产品组合”,其中产能规模与产品变化度是两大决定性因素,二者的权衡直接影响自动化方案的性价比与适用性。
1.大批量、低变化度生产场景
此类场景(如标准化零部件、批量耗材生产)的核心需求是“高效稳定”,推荐采用专用自动化生产线或自动化单元。方案以定制化专用设备为核心,集成自动上下料系统,实现工序间无人工干预衔接。
该模式下,操作员需脱离直接加工环节,转向生产监控、质量核验等管理类工作,符合“人机分离”的安全要求。其优势在于生产效率高、节拍时间短、产品一致性强;局限性则表现为初始投资成本高、生产线柔性差,设备换型与工艺调整耗时较长,仅适用于长期稳定的大批量生产。
2.中批量、中等变化度生产场景
此类场景(如多规格零部件、定制化批量产品生产)的核心需求是“效率与柔性平衡”,需重点关注设备换型速度、刀具切换便捷性及工件定位精度。推荐采用多用途自动化设备+机器人辅助系统的组合方案:
核心设备选用通用性强的数控设备(如数控折弯机、激光切割机),可兼容不同规格产品的加工需求;
配置机器人完成自动上下料、工序转运等辅助工作,减少人工干预的同时提升流程连贯性。
该模式可通过快速换模技术、模块化夹具等配件进一步优化换型效率,兼顾产能与柔性,适配多数中小型钣金企业的升级需求。
3.自动化升级的核心价值考量
尽管机器人及自动化设备的初始投资较高,但对于产能扩张、质量提升需求明确的企业(尤其是成长型中小型企业),其长期收益显著:一方面可突破人工操作的效率瓶颈,实现24小时连续生产;另一方面能大幅降低人为因素导致的精度误差,提升产品合格率。
选型时需重点核查设备核心参数:如机器人的负载能力、工作半径需匹配板材尺寸与重量;切割/折弯设备的精度等级需满足产品工艺要求,避免“大材小用”或“能力不足”的浪费与风险。
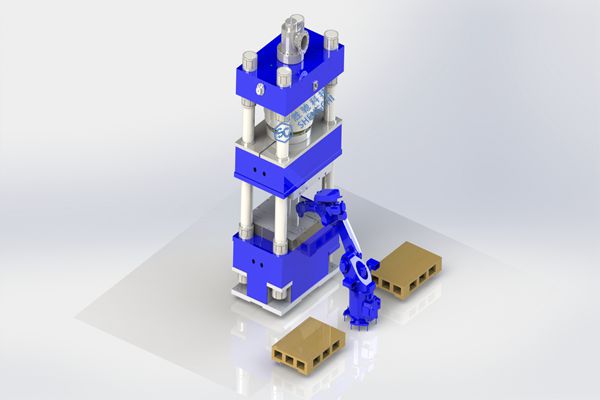
三、钣金全自动化单元典型配置
全自动化单元是高产能、高精度需求场景的终极解决方案,其核心逻辑是“工序集成+无人化流转”,典型配置如下:
核心加工模块:集成切割设备(如激光切割机)、压弯设备(如数控折弯机)等核心工艺设备,按生产流程排布;
转运核心模块:以工业机器人为核心,配备定制化末端执行器(如真空吸盘——需确保对板材无损伤、无压痕),实现板材在各设备间的自动转运;
物料存储模块:配置自动化料库、滚轮输送线或轨道输送系统,实现原材料、半成品及成品的自动存储与调取;
控制系统模块:通过PLC或MES系统实现全流程联动控制,支持生产数据实时监控与参数调整。
该类单元可实现24小时无人化连续生产,但对技术团队要求较高——需专业人员完成机器人编程、设备调试及故障排查;同时需提前规划车间布局,确保设备间距、输送路线符合安全与效率要求。
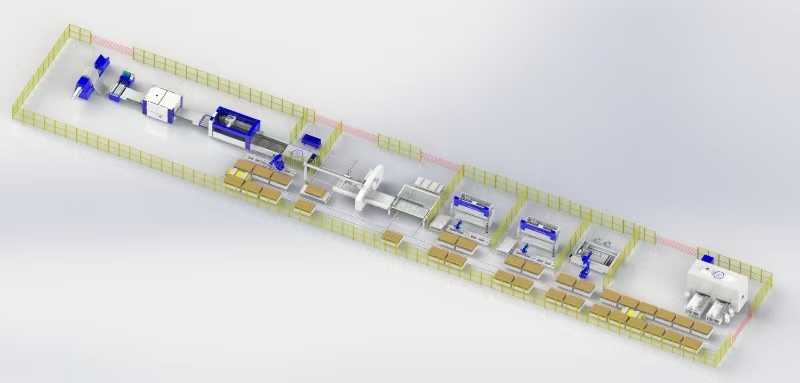
四、主流钣金柔性生产线类型
柔性生产线核心优势是“多品种、小批量生产的快速响应能力”,主流类型包括以下三种:
1.机器人柔性加工单元(FMC)
由1-2台机器人搭配多台数控加工设备(如激光切割+数控折弯)组成,配备可快速更换的夹具与末端执行器。通过机器人的灵活调度,实现不同规格产品的混线生产,换型时间可缩短至分钟级。适用于中小批量、多品种的加工场景,投资成本相对可控,是中小型企业柔性升级的首选。
2.柔性制造生产线(FML)
以输送轨道或AGV(自动导引车)为流转核心,串联多台专用或通用加工设备,搭配自动化料库与中央控制系统。可实现从原材料入料、多工序加工到成品出库的全流程自动化,支持更大批量的多品种混线生产。相较于FMC,产能更高、流程集成度更强,适用于中大批量、产品系列化的企业。
3.智能柔性生产线
在智能柔性生产线基础上融入工业互联网、大数据分析等技术,通过MES系统实现生产计划自动排程、设备状态实时监控、质量数据追溯及工艺参数自适应优化。可根据订单变化自动调整生产流程,实现“订单-生产-交付”的全链路智能化响应,适用于高定制化、高复杂度的高端钣金加工场景。
五、钣金柔性生产线实施关键注意事项
前期规划先行:结合3-5年的产品规划与产能目标,明确生产线的柔性需求(如可兼容的产品规格范围、换型效率要求),避免“一步到位”导致的资源浪费或“过度精简”导致的升级瓶颈;
设备兼容性验证:确保不同品牌、型号的加工设备、机器人及输送系统可通过控制系统实现联动,优先选择支持工业以太网或标准通信协议的设备;
人才团队建设:提前培养或引进具备机器人编程、设备调试、系统运维能力的专业人才,同时建立设备定期维护机制,降低停机风险;
成本梯度控制:可采用“分步升级”策略——先实现核心工序(如切割、折弯)的自动化,再逐步拓展至全流程柔性生产,平衡投资压力与升级效益;
安全规范落地:柔性生产线涉及多设备联动,需严格划分安全区域,配备红外防护、紧急停机等安全装置,确保符合工业安全标准。
钣金加工自动化升级需坚持“需求导向”——以产品特性、产能规模为核心选择技术方案,以柔性化、智能化为长期升级方向,同时兼顾人才、成本与安全要素,实现自动化技术与生产需求的精准匹配。